
















Mikrotvornica za više od 50% poslova dobiva modele od klijenata. Ti modeli često nisu pripremljeni za 3D ispis, pa Nikola Blažević i Marko Salopek provode dodatno vrijeme u pripremi i ispravkama modela. Stranice na kojima možete naći dobre 3D modele, kaže Blažević, jesu Thingiverse, Pinshape, Cults i cgtrader. Što se tiče softvera za vlastito modeliranje, preporučuje dva Autodeskova alata: Tinkercad za početnike i Fusion 360 za naprednije korisnike.

1. 3D modeliranje
Tinkercad funkcionira po načelu logičkih operatora na poligonima, što znači da na raspolaganju imate već gotove osnovne geometrijske oblike (kocka, kugla, valjak) koje potom možete dodavati, oduzimati, umanjivati, uvećavati i međusobno slagati na 3D mapi. Sve skupa, taj proces izgleda poput slaganja LEGO kockica.
S druge strane, Fusion 360 je kompletna computer-aided design (CAD), computer-aided manufacturing (CAM) i computer-aided engineering (CAE) cloud platforma. Njome možete napraviti sve u razmjerima jednog startupa, čak i simulacije, tvrdi Blažević.
Start-Up licenca je besplatna ako nemate prihode veće od 100 tisuća dolara godišnje. Zajednica jako voli ovaj softver jer sadržava sve elemente različitog načina modeliranja u jednom programu. 3D modeli spremni za 3D ispis spremaju se kao datoteke s ekstenzijom .stl ili .obj.

2. Priprema za 3D print
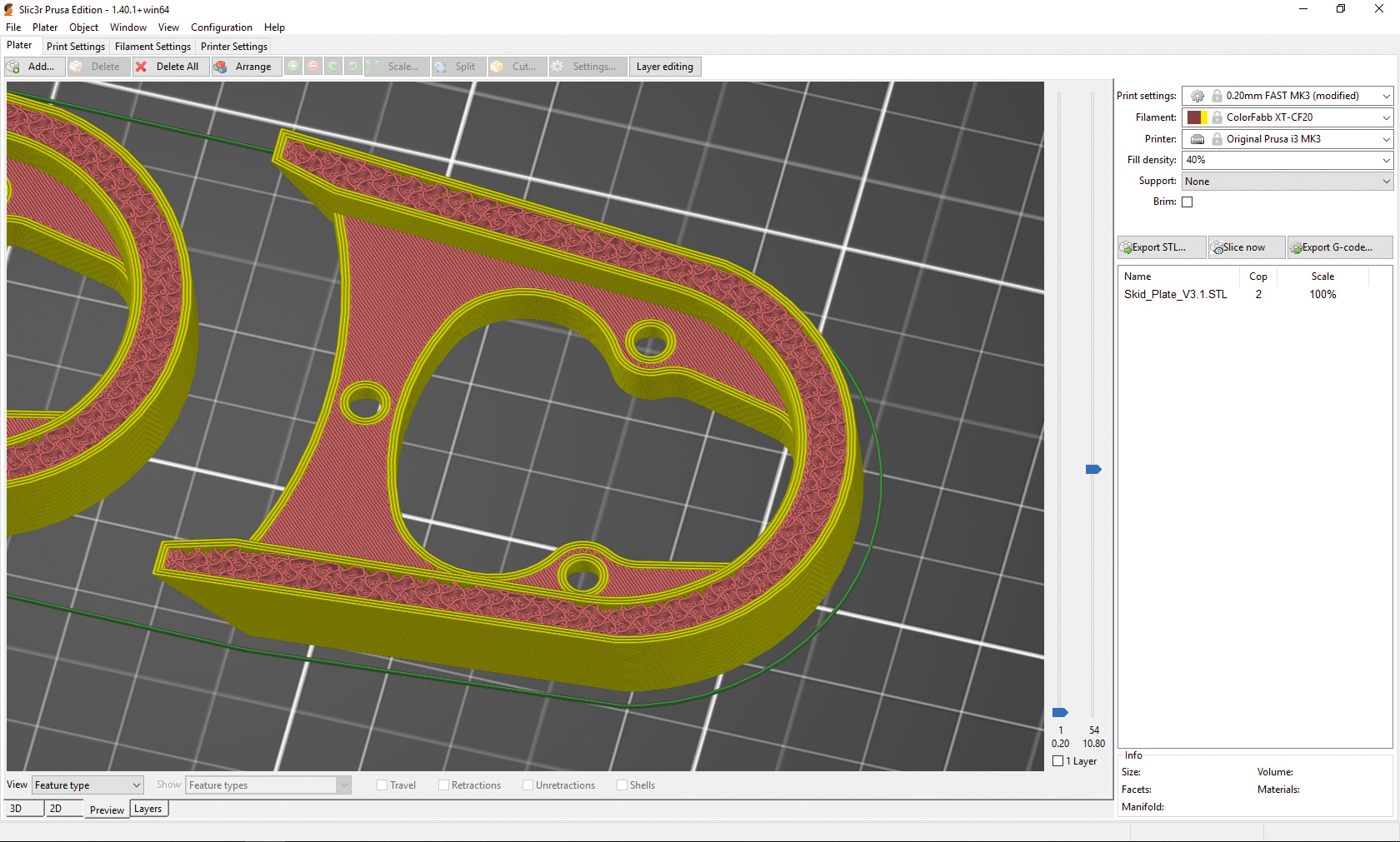
3D model se zatim ubacuje u programe koji su namijenjeni za pripremu za 3D print, objašnjava Blažević. 3D printeri rade na principu građenja sloj po sloj. Da bi 3D printer razumio kako isprintati određeni 3D model, taj 3D model mora biti preveden u G-code, programski jezik razumljiv 3D printeru.

Blažević opisuje G-code kao hrpu redova koda koji određuju točke putanja 3D printera. Za „prevođenje“ su zaduženi tzv. slicer programi.
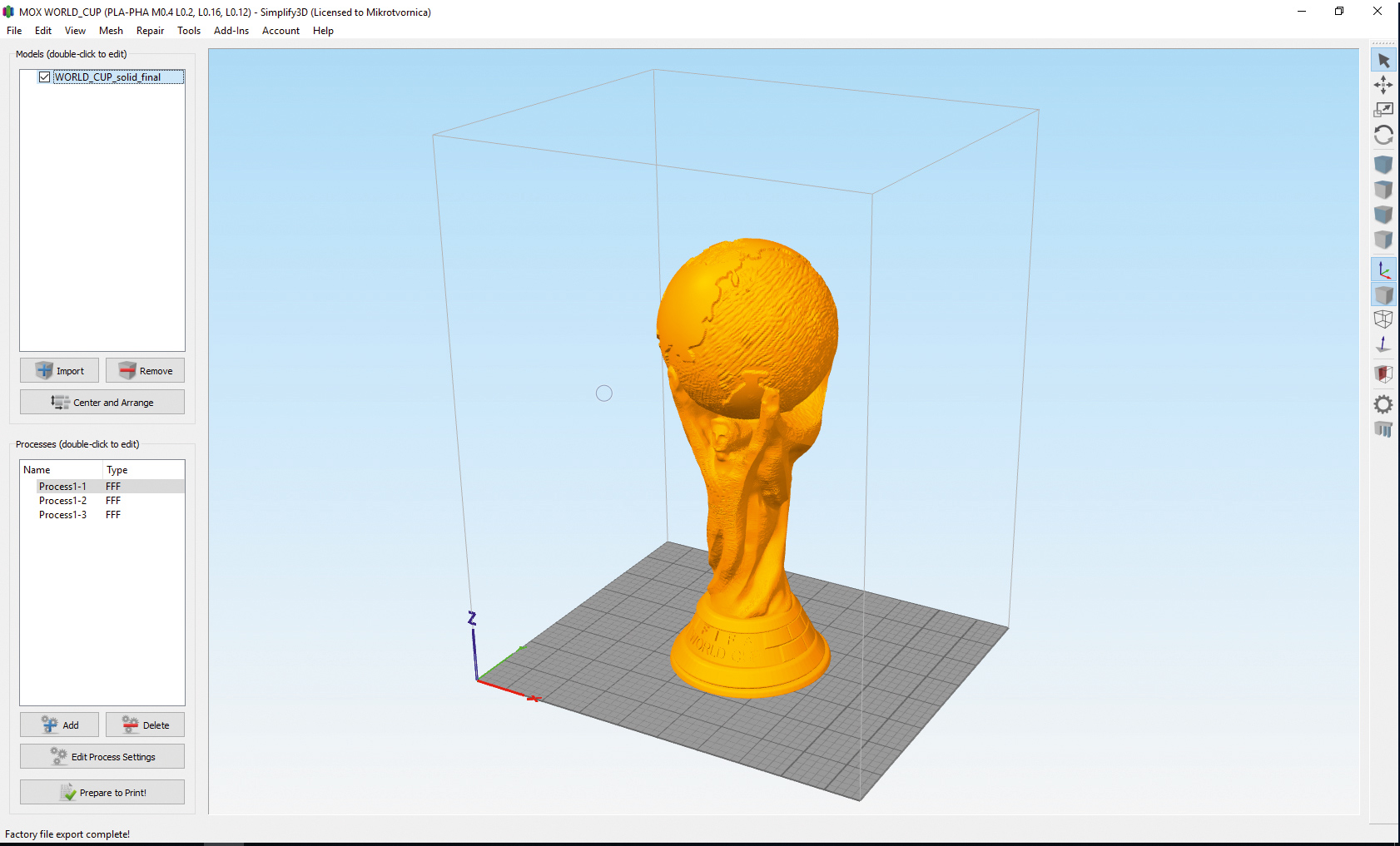
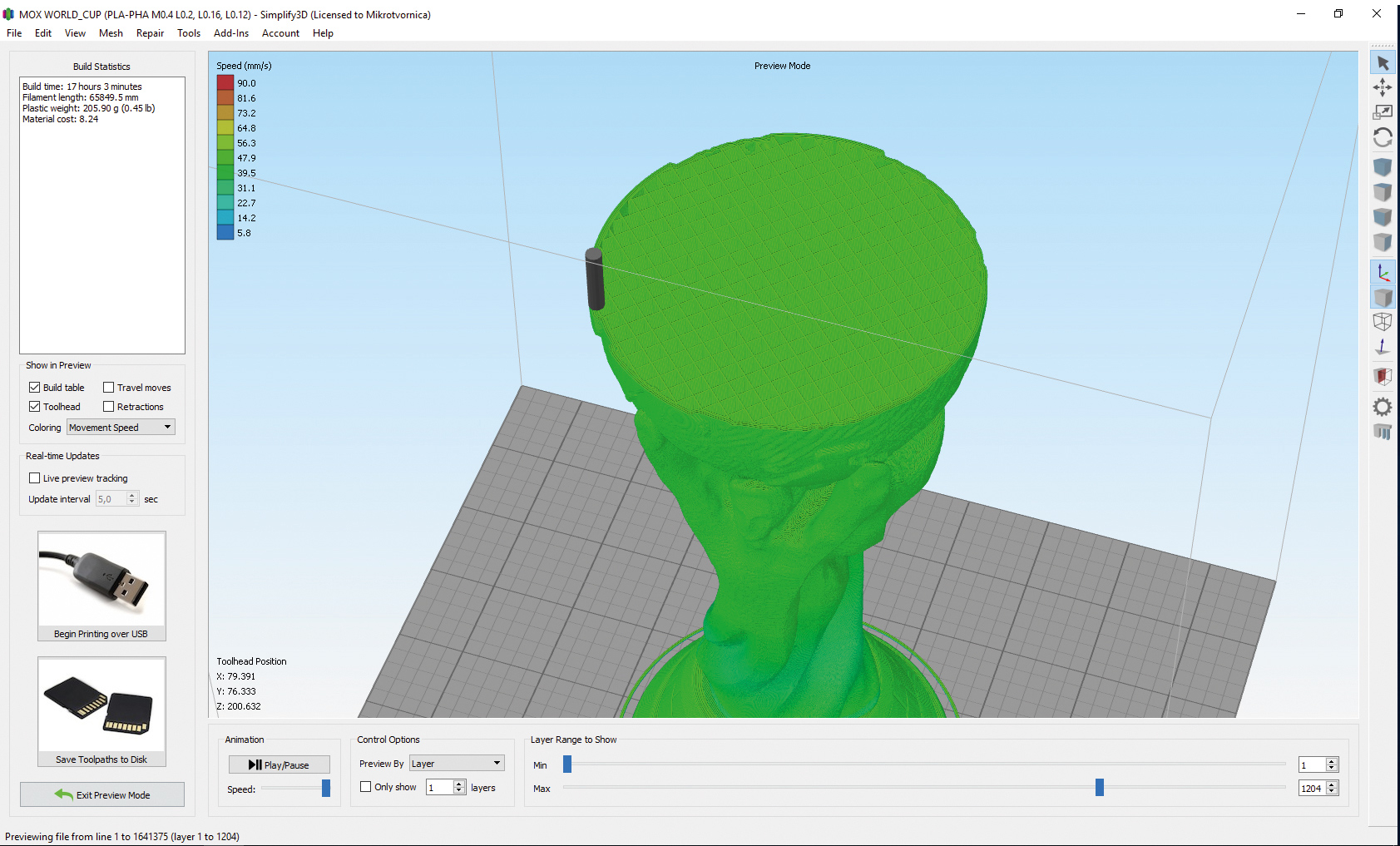
U Mikrotvornici koriste tri različita slicera: Ultimaker Cura, Slic3r Prusa Edition i Simplify3D. Cura i Slic3r su besplatni open-source programi, dok se za Simplify3D plaća licenca od 149 dolara. Svaki slicer ima svoje prednosti i mane.

Blažević kaže da je Simplify3D po mnogočemu napredniji od prvih dvaju softverskih alata, no da u specifičnim slučajevima koristi Curu ili Slic3r. Ovisno o tome kakav 3D printer imate, datoteka se može bežično poslati na uređaj ili se sprema na vanjski medij poput USB diska i SD kartice. U Mikrotvornici koriste SD kartice.
3. 3D printanje
Stisnete start i to je to. Predradnje koje prethode stiskanju gumba za 3D print jesu: spremanje G-koda iz Slicera na SD karticu, zatim niveliranje (ako je potrebno), priprema radne podloge (uklanjanje prašine i nečistoća), po potrebi nanošenje dodatnog adhezivnog sredstva. To je uglavnom to. Naravno, svaki materijal zahtjeva poseban tretman ovisno o svojim karakteristikama, ali to je poglavlje za sebe i preopširno za objašnjavanje ovdje.

Prije 3D printanja potrebno je niveliranje radne podloge, no ako nije došlo ni do kakvih izmjena od prethodnog 3D printa, nije potrebno izvršiti ponovo niveliranje. Iz Mikrotvornice preporučuju da se radna podloga provjeri s vremena na vrijeme.
Također ističu da sve više desktop 3D printera ima ugrađen senzor za automatsko niveliranje. Niveliranje se radi automatski ili ručno tako što se pomoću vijaka za niveliranje i provjere udaljenosti mlaznice od podloge, najčešće s komadom papira, provjeri udaljenost mlaznice od podloge u nekoliko točaka.

Ako ste temeljito pripremili model, većih problema ne bi smjelo biti, no Blažević savjetuje da svakako pogledate kako je ispao prvi sloj. Prema prvom sloju može se jako dobro predvidjeti hoće li 3D print ispasti dobro ili neće u potpunosti biti uspješan. Jednom riječju, prvi sloj mora biti savršen. Ovisno o veličine površine, građenje prvog sloja ponekad traje tri minute, a ponekad tri sata, a u tom slučaju bilo bi dobro svakih sat vremena provjeravati kako napreduje.

Usred printanja može se dogoditi da se materijal, tj. filament na kolutu potroši. Mikrotvornica navodi da Prusa MK3, ako nestane materijala, automatski zaustavlja 3D printanje i čeka da se promjeni rola te potom nastavlja 3D printati gdje je stala. Međutim, kod većine drugih desktop 3D printera, printer bi nastavio 3D printati u prazno (bez materijala) i zato treba prilikom pripreme G-koda zadati pauzu. Rolu bi trebalo zamijeniti i to ne bi trebalo utjecati na kvalitetu 3D ispisa.
S druge strane, prilikom nestanka struje kod većine desktop 3D printera nije moguće nastaviti 3D ispis već treba krenuti sve započeti ispočetka. Iz Mikrotvornice ističu da noviji modeli desktop 3D printera imaju ugrađen „power panic“, koji osigurava da u slučaju kratkotrajnog nestanka električne energije 3D printer može nastaviti 3D printati gdje je i stao. Sve veći broj novijih modela desktop 3D printera ima ugrađenu tu funkciju.
Kvaliteta 3D printa bitno ovisi o filamentu. Radi se o vrsti plastike koja je poput žice namotana oko koluta. Blažević kaže da se za iznos od 200 kuna može kupiti vrlo kvalitetan filament standardnog pakiranja od 750 g. Dvije karakteristike čine filament kvalitetnim: koncentričnost i odstupanje od dimenzije. Odstupanja se mjere u mikrometrima, a dobri proizvođači daju filamente s mogućnošću greške od +/- 0,05 mm ili manje. Standardan promjer filamenta iznosi 1,75 mm i 2,85 mm.

Iz Mikrotvornice su nam savjetovali da za postizanje optimalnih uvjeta prilikom ispisa printer držite u prostoriji u kojoj nema propuha ili temperaturnih fluktuacija. To ne smije biti soba u kojoj ljudi spavaju, a 3D printer također nije dobro držati na suncu. Dok se 3D printer ne koristi, filament je potrebno držati u vrećici čvrsto zatvoren i spremljen na hladnom, mračnom i suhom mjestu.

Filamente treba dobro čuvati jer, kažu iz Mikrotvornice, od vlage u materijalu stvaraju se balončići pare za vrijeme zagrijavanja te se tijekom printanja može čuti zvuk pucketanja, što će se odraziti na konačnu kvalitetu 3D printa. Treba biti vrlo oprezan kod stavljanja i dizanja filamenta jer ako se i malčice odmota i zatim ne vrati pravilno na kolut, može se stvoriti čvor koji neće možda neće odmah uzrokovati probleme, ali bi zato mogao zaštopati cijeli proces nakon nekoliko sati rada 3D printera.

Nažalost, i savršena priprema nekad će rezultirati greškom, odnosno neuspjelim 3D printom, a u tom slučaju jedina je opcija stisnuti gumb za prekid procesa na 3D printeru.




















